射出成形のジェッティングとは|発生メカニズムと原因別対策
射出成形における「ジェッティング(ジェットフロー)」とは、溶融樹脂が金型内を勢いよく流れる際に蛇行しながら固化することで、成形品の表面に「ミミズが這ったような跡」や「紐状の筋」が生じる不良現象です。ジェッティングは、外観品質の低下を引き起こすだけでなく、成形品の機能や強度にも悪影響を及ぼす場合があります。
本記事では、射出成形で発生するジェッティングの定義、発生メカニズム、主な原因、効果的な対策方法、さらに防止のための最新技術について詳しく解説します。

目次
ジェッティングとは?定義と外観・発生のメカニズム
ジェッティングは、ゲートから射出された溶融樹脂がキャビティ内で扇状に広がる前に細い噴流として直進し、成形品の表面に蛇行した筋模様を残す外観不良です。ここでは、ジェッティングの定義と外観上の特徴、さらに発生メカニズムを詳しく解説します。
ジェッティングの定義と外観上の特徴
ジェッティングとは、射出成形において溶融樹脂がゲートからキャビティ内へ射出される際、樹脂の流れが金型の壁面に沿わず細い噴流として直進し、固化や流れの乱れが生じる現象です。この結果、成形品の表面には蛇行した筋模様(いわゆるミミズが這ったような跡や不規則にうねった紐状の筋)が残ります。
ジェッティングは、場合によっては成形品の強度や密着性の低下を伴うこともあり、品質への影響が懸念されます。
ジェッティングによる不良は、以下のような特徴が製品表面に現れます。
- 蛇行した紐状の筋模様が見られる
- 筋模様は細く、明瞭な形状で現れる
- ゲートから直線的に噴出した跡が残る
類似した外観不良として、フローマーク、ウェルドライン、シルバーストリーク(銀条)などが挙げられますが、これらとは発生メカニズムや模様の特徴が異なります。それぞれの違いについて、以下で解説します。
フローマーク
フローマークは、ゲート中心から同心円状や波紋状に広がる模様で、主に射出速度の変動や樹脂の温度低下によって生じる波状の跡が特徴です。一方、ジェッティングは細い紐状の筋模様が明瞭に現れる点で、フローマークとは外観や発生メカニズムが異なります。
ウェルドライン
ウェルドラインは、複数の樹脂流れが合流する部分に直線状の筋が生じる成形不良であり、ジェッティングとは模様の位置や発生要因が異なります。
→ 【関連記事】射出成形のウェルドラインを防止するには|発生要因と対策
シルバーストリーク(銀条)
シルバーストリーク(銀条)は、樹脂内の水分や揮発成分が気化することによって銀白色の線状痕が現れる現象で、色味を伴う点でもジェッティングとは性質が大きく異なります。
| 不良の現象 | 外観の特徴 | 主な発生場所 |
| ジェッティング | 蛇行した紐状の筋模様 | ゲート付近から広範囲 |
| フローマーク | 同心円状・波紋状の跡 | ゲート付近 |
| ウェルドライン | 樹脂合流部の細い線 | 穴等の障害物の背後、肉厚の変化部 |
| シルバーストリーク | 銀白色の条痕(スジ) | ゲート付近、肉厚の変化部 |
ジェッティングの発生メカニズム
成形条件や金型設計、材料特性など複数の要因が重なることで、溶融樹脂がファウンテンフロー(扇状に広がる流動)を起こさず、初期噴流が直進してしまう場合があります。特に、射出速度が高すぎる場合やゲート断面が狭い場合、キャビティが開放空間(樹脂が最初に向かう壁面がない状態)の場合は、初期噴流が直進しやすくなります。
直進した噴流はキャビティ内の対向壁や突起などに衝突して局所的に急冷され、薄い固化層(スキン層)が形成されます。後続の樹脂はこの固化層に沿って蛇行しながら進むため、成形品表面に蛇行した筋模様が現れ、これがジェッティングとなります。
さらに、樹脂温度や金型温度が低い場合には噴流の先端が急冷されやすくなり、ジェッティングの発生リスクが高まります。また、排気不良によるガスの滞留やMFR(溶融流動性)の低下、高粘度材料の使用なども流動の不安定化を招き、ジェッティングの発生要因となります。ジェッティングが発生すると、初期噴流と後続樹脂との密着が不十分となり、成形品内部に溶着不良や強度低下などの問題が発生する可能性があります。
ジェッティングの発生原因
ジェッティングは、射出条件・金型設計・材料特性の3つの要因が複合的に関与して発生する成形不良です。各観点における主な原因を、以下にまとめます。
成形条件に起因する要因
過剰な射出速度
量産時に充填時間の短縮を目的として初期射出速度を高く設定すると、溶融樹脂が金型の壁面に当たって扇状に広がる前に、細い噴流として直進します。そして対向壁に衝突することで急冷され、薄い固化層(スキン層)が形成されます。後続の樹脂は、この固化層の上を蛇行しながら流れるため、筋模様が成形品表面に転写され、ジェッティングが発生します。
樹脂温度の不足
樹脂温度が低い場合、樹脂の粘度が高くなり、ファウンテンフローに移行しにくくなります。その結果、金型の壁面で早期に固化が生じ、噴流の跡が成形品表面に残ります。また、低温・高粘度の樹脂先端層と、高温・低粘度の後続層が十分に融合しにくくなるため、表面不良の発生リスクが高まります。
金型温度の不足
金型温度が十分に高くない場合、キャビティ内で溶融樹脂が急速に冷却・固化しやすくなります。ゲートから射出された樹脂は壁面で瞬時にスキン層を形成し、その上を噴流が蛇行しながら流れるため、蛇行した筋模様が成形品表面に残ります。
金型設計に起因する要因
ゲートサイズ不足
製品の肉厚に対してゲート断面やランナの開口部が狭すぎたり、射出成形機のノズルを過度に絞っている場合、樹脂の流速が上昇し噴流が発生しやすくなります。樹脂がキャビティ内を直進して対向壁で固化し、蛇行した筋模様が成形品表面に残る原因となります。
不適切なゲート位置や角度
ゲートから射出された樹脂が最初に壁面や厚肉部に当たらず、開放空間へ直接放たれる位置関係の場合、噴流が伸びやすくなります。その結果、壁面に広がる前に自由噴流として直進し、蛇行した筋模様が表面に残ります。
ランナ・ゲート形状の急激な断面変化
流路が急拡大・急縮小した場合や、角ばった断面や段差がある場合には樹脂の流れが乱れ、ジェッティングを引き起こす原因になります。局所的な噴出や蛇行が発生しやすく、スラグや空気の巻き込みによって筋模様がさらに強調される場合があります。
材料特性に起因する要因
高粘度グレード樹脂の使用
耐熱性や剛性を重視して高粘度グレードの樹脂を使用すると、狭いゲートや低温条件下ではジェッティングが発生しやすくなります。高粘度の樹脂は初期充填時にファウンテンフローへ移行しにくく、自由噴流が伸びやすいため、先行して固化し蛇行した筋模様が成形品表面に残る原因となります。
ガラス繊維強化材の使用
ガラス繊維入りのPAやPBT、PPなどの強化材は、非強化材と比較して溶融粘度が高くなります。流れの先端で繊維が配向・滞留しやすく、フローフロントが不安定になることで初期噴流が蛇行し、筋模様が強調されます。特に高粘度条件や低温環境ではファウンテンフローに移行しにくく、自由噴流が伸びてジェッティングにつながる傾向があります。
ジェッティングの原因に応じた基本的な対策
ジェッティングは、初期の樹脂噴流が直線的に進み、そのまま固化することで発生します。発生を抑制するためには、「噴流を金型の壁面に当てて広げる」「樹脂の固化を遅らせる」「樹脂の流れを安定化させる」ことが重要です。
ここでは、成形条件、金型設計、材料特性の3つの観点から、それぞれの基本的なジェッティング対策について説明します。
成形条件の最適化
射出速度
初期充填を低速で開始し、樹脂が壁面に十分広がった後、段階的に射出速度を加速する「多段射出プロファイル」を設定することで、均一な成形が可能となります。一般的には、V1(低速)→V2/V3(通常速度)のように段階的な速度制御を行うことで、樹脂の流動を安定させ、成形品の表面品質を向上させることが効果的です。
樹脂温度
樹脂温度は、メーカ推奨範囲の上限に近い値で設定し、可塑化段階ではゾーンごとの温度差を抑えて均一に溶融させることが重要です。樹脂が低温・高粘度の状態では、流動先端が固化しやすく、噴流の跡が消えにくくなります。また、背圧を適切に設定し、樹脂の溶融状態を安定させることも重要です。
ただし、過度な高温設定やシリンダ内での長時間の滞留は、樹脂の熱分解(炭化や変色)を招く恐れがありますので注意が必要です。
金型温度
金型温度は、ゲート付近を含めて全体を均一に上げ、成形開始時から設定温度に達していることを確認する必要があります。金型温度が低いと、樹脂が金型表面で急速に冷却され、スキン層が早期に形成されます。その結果、後続の樹脂がスキン層の上を蛇行して流れるため、筋模様が成形品表面に転写されやすくなります。
量産時の条件設定
量産時には、射出成形の成形条件を安定させることが重要です。ショットごとの射出プロファイルのばらつきが生じないよう、温度や射出速度、背圧などの主要な条件を適切に管理し、常に一定の品質を確保する必要があります。
→ 【関連記事】射出成形条件の設定項目・不良発生時の対策・条件出しの手順
金型設計における改善策
ゲート断面
ゲート断面は、製品の肉厚や充填量、流動条件に適した寸法へ見直すことが重要です。ゲート長をできるだけ短く、広い断面形状を採用することで、噴流の発生リスクを低減できます。
また、ゲートだけでなくランナの開口部や射出成形機のノズル径も同時に最適化し、樹脂の流動を安定化させることが必要です。
ゲート位置・向き
ゲートの位置や向きを最適化し、溶融樹脂が最初に金型の壁面や厚肉部へ当たる設計にすることが重要です。平板中央への直射や開放空間への噴出を避けることで、樹脂の流れが扇状に広がる「ファウンテンフロー」に移行しやすくなり、ジェッティングの発生リスクを低減できます。
ランナ・ゲートの形状
ランナやゲートの設計においては、急激な断面変化を避け、滑らかなテーパーや角部にRを設けて樹脂の流れを整流することが重要です。断面が急に変化する部分は樹脂の流動を乱し、局所的な噴出や蛇行を引き起こしてジェッティングなどの成形不良の原因となります。
コールドスラグウェルの配置
ゲート付近にコールドスラグウェルを配置することで、射出時に発生するコールドスラグ(冷えた樹脂)を効果的に捕捉できます。コールドスラグが成形品に混入すると、樹脂の流れ先端の挙動が不安定になり、筋模様(ジェッティング、フローマーク、シルバーストリーク)などの外観不良を助長する原因となります。
材料特性を考慮した対応
高粘度グレード樹脂
成形品の形状やゲート寸法に対して適切な流動性を持つ樹脂グレードを選定することが重要です。高粘度グレードを使用する場合は、初期低速射出とやや高めの樹脂温度設定を組み合わせることで、噴流の直進を抑制できます。
特に、キャビティ面積が広く充填距離が長い板状部品やゲート開口が狭く流速が上がりやすい成形条件では、この対策がより有効です。
ガラス繊維強化材
ガラス繊維強化材を使用する場合は、初期射出速度を低速に設定し、樹脂温度を高めに維持することで、繊維の配向を安定化させます。また、必要に応じてゲート断面を広げることで、流れの先端での繊維の滞留や樹脂の早期固化を防止し、ジェッティングの発生リスクを抑えられます。
その他の対応
樹脂の乾燥を徹底し、可塑化を安定化させることもジェッティングの不良防止に有効です。乾燥不足や溶融ムラがあると、樹脂の流動先端が不安定になり、ジェッティングの発生を助長します。背圧や樹脂の滞留時間も適切に管理し、溶融状態を均一に保つことが望まれます。
ジェッティングに対する高度な防止対策
ジェッティングを防止するには、初期噴流の直進を抑制し、樹脂先端の早期固化を防ぐことが重要です。
有効な対策として、射出速度の制御やゲート構造の最適化、CAE解析による事前検証といった高度なアプローチを紹介します。
多段射出プロファイルの活用
初期噴流の直進を防止するためには、初期充填段階で射出速度を低速に設定し、一定距離まで樹脂を広げた後、射出速度を段階的に上げる多段射出制御(段階的速度制御)がジェッティングの抑制に効果的です。多段射出によって、噴流が壁面に接触してから広がる余地を確保することで直進を抑制し、ファウンテンフローへ移行させます。
ただし、全体の射出速度を遅くしすぎるとショートショットなどの別の不良を引き起こす可能性があるため、ショットごとの射出プロファイルがばらつかないよう、成形条件を一貫して管理することが重要です。
ゲートタイプ別(ピン・サイド・サブマリン)の設計最適化
ピンゲート
ピンゲートでは、非常に小さな開口部から樹脂が供給されるため、流速が高くなる傾向があります。初期噴流が壁面や厚肉部に当たって広がる領域を確保するため、ゲート断面をやや広めに設計したり、幅広のファン形状を採用することが望ましいです。
サイドゲート
サイドゲートを設計する場合、特に平板形状の製品では、ゲートを中央に直射する配置を避け、初期噴流が壁面や厚肉部に当たるよう、向きや位置を意図的に設計する必要があります。
サブマリンゲート(トンネルゲート)
サブマリンゲート(トンネルゲート)は、自動切断の利便性がある反面、ゲート径が小さくなりやすいため、樹脂の流速が高まりやすくなります。その結果、開口部とキャビティ内部での流速差が大きくなったり、樹脂流動内の摩擦が増加して成形不良のリスクが高まることがあります。
これらのリスクを抑えるためには、ゲート径や抜けの長さ、断面形状を慎重に設計することが重要です。また、ランナやゲートで急激な断面変化を避け、なだらかな断面の漸増・漸減を意識し、エッジには適切なR(丸み)を設けて樹脂の流れを整流化しましょう。ゲート付近にコールドスラグウェルを配置することで、先行スラグの混入を防止し、樹脂流動の安定性を高める手法もあります。
CAEによるジェッティングの予測
設計段階でCAE(流動解析)を活用することで、フローフロントの進展状況やせん断速度分布、温度場、圧力・充填時間などのパラメータを総合的に評価できます。解析結果から、樹脂の噴流が直進しやすい領域や早期固化が懸念されるエリアを可視化できるため、ジェッティング発生リスクの高い箇所を事前に特定することが可能です。
さらに、ウェルドラインやエアトラップの位置と解析結果を重ね合わせて評価することで、ジェッティング発生しやすい部分を予測できます。
金型内計測システムでジェッティングを予防
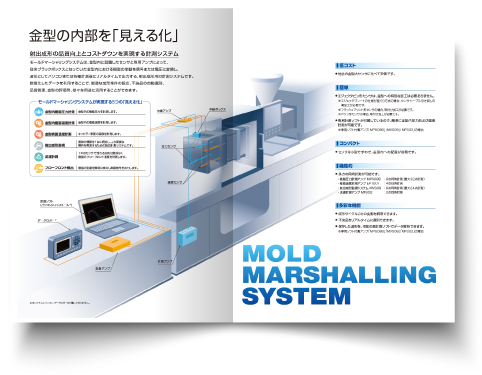
金型内計測システム「MOLD MARSHALLING SYSTEM(MMS)」は、双葉電子工業が製造・販売する射出成形用の計測システムです。金型内に設置したセンサと専用アンプにより、樹脂の圧力や温度、金型温度などの挙動をリアルタイムに検出し、電圧信号として波形表示します。これまでブラックボックスとされていた金型内部の状態を可視化し、成形プロセスを定量的に分析することができます。
さらに、成形中の圧力や温度が良品の成形データから逸脱した場合には、その異常を検知してアラームを出力し、成形機を停止したり、取り出し機との連携による自動選別など量産管理に有効です。
樹脂温度計測システム(樹脂温度センサ)の活用
樹脂温度の変化がジェッティングの発生に影響するため、樹脂温度センサはその予防・管理に有効です。樹脂温度センサを活用することで、樹脂の流動性や充填安定性に直接影響する樹脂温度を正確に管理でき、成形監視や最適な成形条件の設定、品質向上に役立ちます。また、樹脂温度の異常を早期に検知することで、ジェッティングなどの流動不良リスクを低減し、予防措置を講じることが可能です。
金型表面温度計測システム(金型表面温度センサ)の活用
金型表面温度センサは、金型の温度ムラや管理の不備に起因するジェッティングなどの流動の乱れや急激な温度変化を監視できる有効な手段です。これにより、成形品に接した金型表面の温度が適切に安定しているかを把握し、樹脂がスムーズに流れやすい環境を維持することで、ジェッティングなどの流動不良が発生しにくい成形環境の構築に貢献します。
各センサを活用することで、目視できないキャビティ内部の変化を波形で捉えることができます。また、樹脂温度センサと金型表面温度センサを併用することで、より精度の高いプロセス管理や量産時の安定した品質監視が可能となり、ジェッティングの予防に効果を発揮します。

2方向可視化金型でジェッティングを可視化
2方向可視化金型は、双葉電子工業が製造・販売する、キャビティ内を2方向から可視化できる特別な金型です。通常の金型では目視できない「ゲートから樹脂が飛び出す瞬間」を捉え、ジェッティングの原因となる噴流の挙動を直接確認できるため、対策の裏付けになります。
ジェッティングやウェルドラインに起因する外観の悪化や強度の低下などの問題に対して、キャビティ内の樹脂流動を可視化することで、コアピンの設置や最適なゲート方式に変更など効果的な対策を講じることができます。また、流動解析においては、可視化した樹脂の流動パターンと解析結果を照らし合わせることで、解析精度の向上に繋げることができます。
なお、双葉電子工業が保有する2方向可視化金型を利用し、ご希望の樹脂をご持参いただくことで、成形試験を実施することも可能です。
以下の動画では、2方向可視化金型を用いて、コアピンの有無による樹脂流動の違いを可視化し、比較しています。

まとめ
ジェッティングは、ゲート直後の樹脂噴流が直進して表面に蛇行した筋模様を残す射出成形の外観不良のひとつです。発生原因を正しく把握し、初期段階で低速の多段射出を行うことによって自由噴流を抑制し、樹脂温度・金型温度を適正に管理することが重要です。また、ゲートの断面や位置を見直して樹脂が壁面へ当たりやすい流れをつくり、材料特性に応じた流動を安定化させることで、ジェッティングの発生を大幅に低減できます。
双葉電子工業では、ジェッティングをはじめとした様々な成形不良に対して有効なソリューションを多数提供しています。射出成形不良の対策にお困りなら、双葉電子工業にぜひご相談ください。
MOLD MARSHALLING SYSTEMの総合カタログはこちら
総合カタログはもちろん、すぐに使える取扱説明書、計測ソフトウェア、設計に役立つCADデータも無料でダウンロードいただけます。
フォーム送信後、ダウンロードページへ自動遷移します。