樹脂温度計測システム
導入メリット
樹脂温度を含めた成形条件の最適化
光ファイバ赤外線方式により、8ms(63.2%応答)の高速応答性を実現。瞬間的に変化する金型内の樹脂温度の挙動を正確に計測することができます。
高速応答性 実測8ms(63.2%応答)検出時の対応例
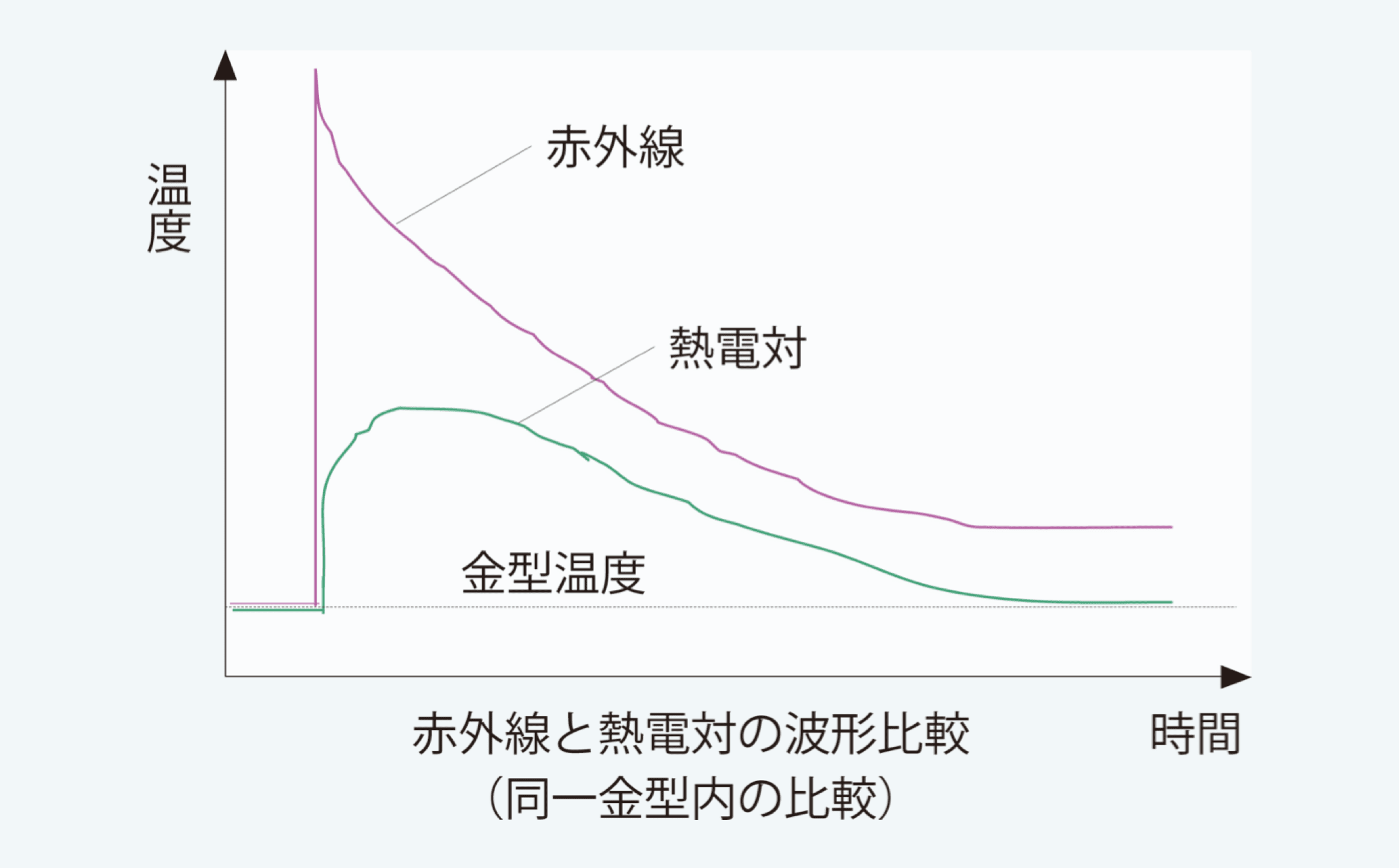
金型内で刻一刻と変化する樹脂温度変化に追従できるだけの応答性があります。 一般的な熱電対は数秒程度の応答性ですので、ピーク温度の計測は困難です。
非接触温度計測(光ファイバ赤外線方式)
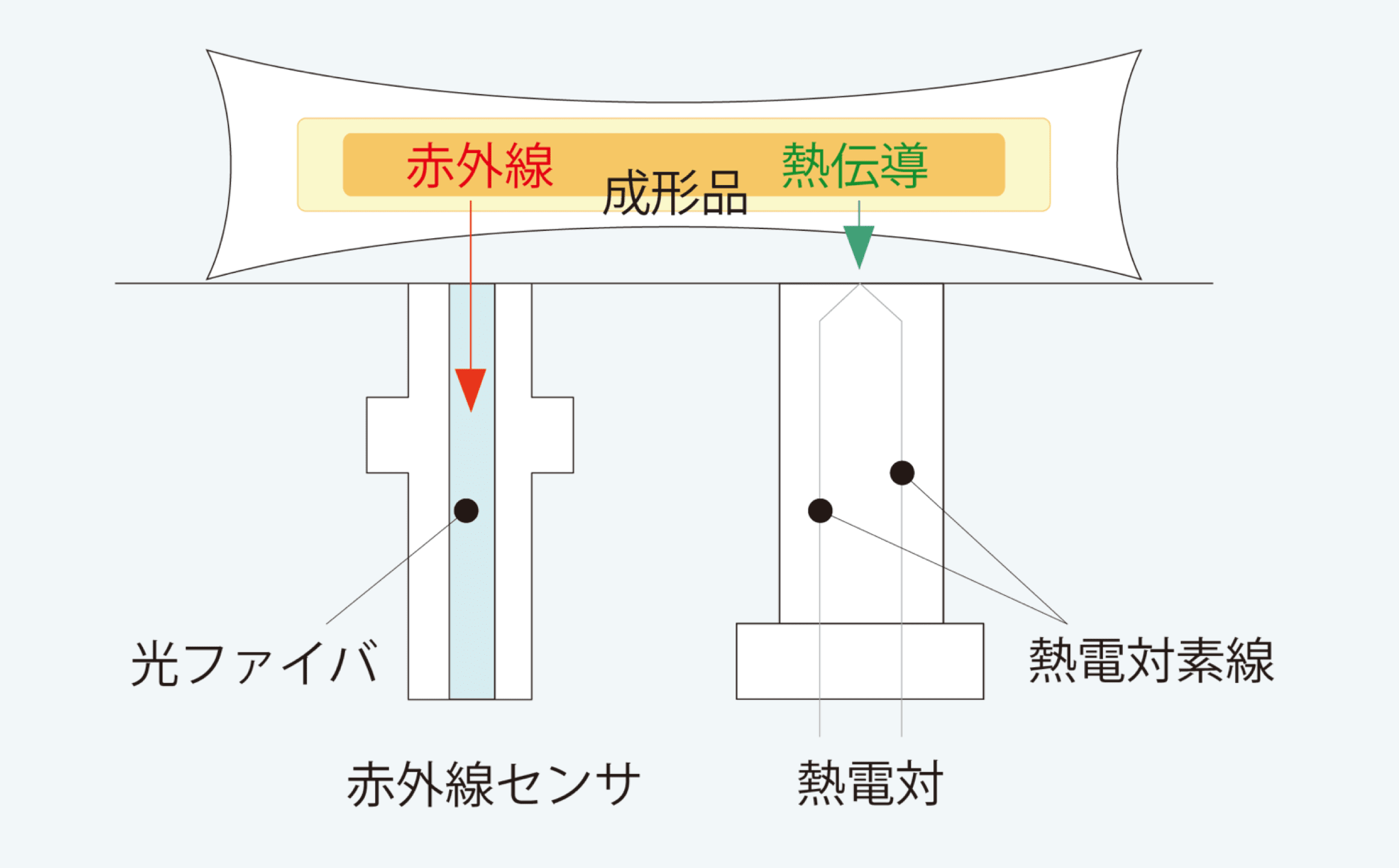
熱電対等の接触式センサと違い、樹脂が収縮してセンサ先端面から離れていても成形品の温度を計測できます。樹脂流入~保圧~冷却~型開に至るまで、正確に温度を計測します。
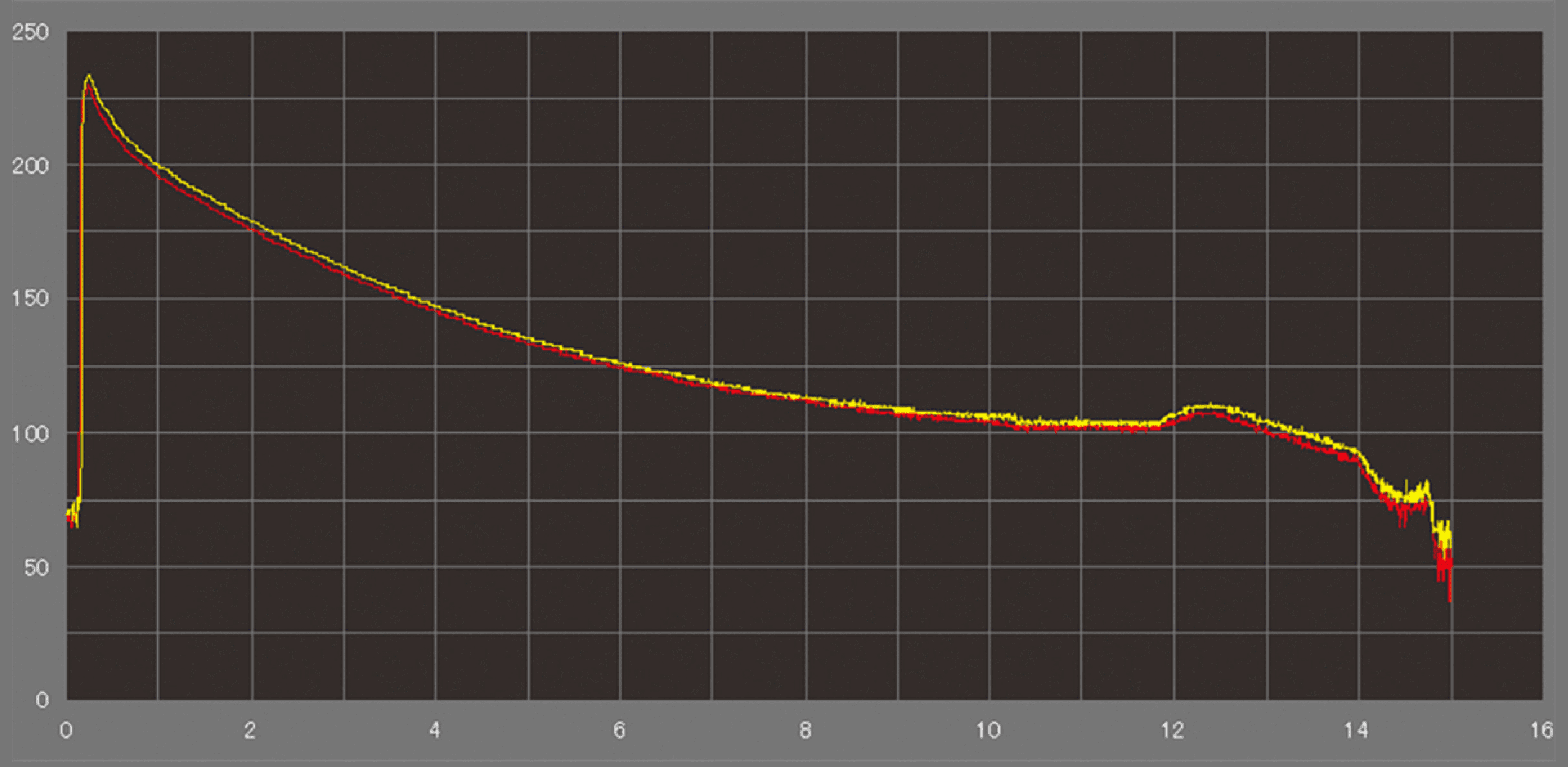
計測波形
市販の計測機器やデータロガー等で波形として表示し、金型内における樹脂温度の状況を、リアルタイムに把握することが可能です。光ファイバ赤外線方式によって8msの高速応答性を実現しており、金型内で刻一刻と変化する樹脂温度変化に追従することができます。保圧、冷却条件、ノズル温度、金型温度、成形品取出し温度、成形サイクル等の最適化に効果を発揮します。
樹脂温度波形
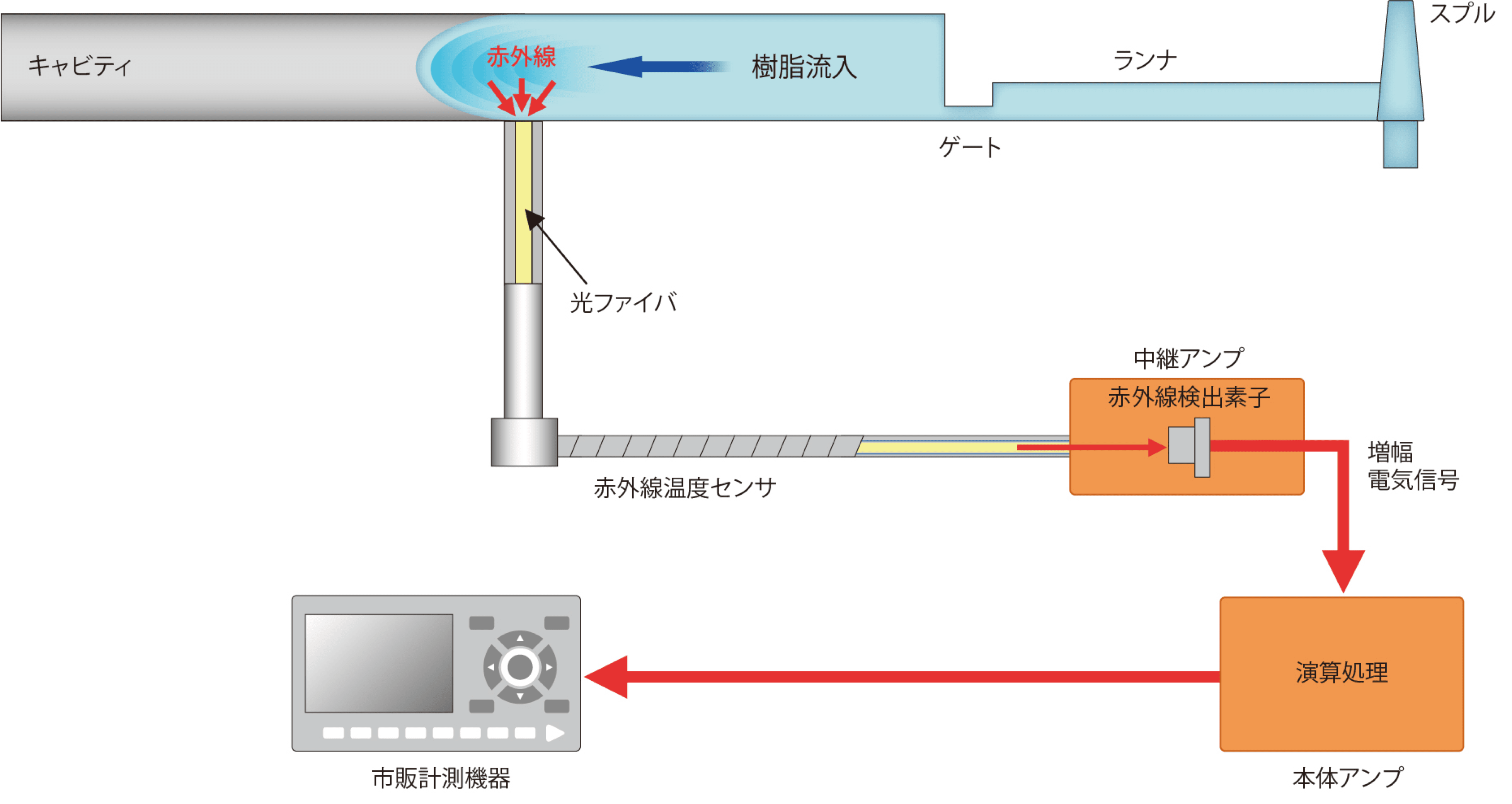
計測原理
樹脂から放射される赤外線を、光ファイバで中継アンプまで導いて電気信号に変換します。変換後は、アンプで演算処理を行い、温度信号として出力します。
計測アンプとセンサの種類

樹脂温度計測アンプ EPT-001
- 1台で4チャンネル同時計測が可能
- 100℃あたり1Vの電圧が出力され、汎用測定器や制御機器と組み合わせて使用が可能
- 高速充填に対応する1msecのサンプリング速度
- 独自開発したセンサ感度調整システムにより、面倒な校正作業が不要

樹脂温度センサ エジェクタピン形 EPSSZLシリーズ
- 光ファイバを使用した赤外線検出式
- 高応答性:8ms(63.2%応答時)
- 60℃~430℃の樹脂温度が計測可能
- エジェクタピン形状で金型への組込みが容易(※1)
- 最小先端径Φ1.7mmで小形の成形品にも対応
※1 ツバカット等の廻り止め加工はできません。

樹脂温度センサ フラッシュマウント形 EPSSZTシリーズ
- 光ファイバを使用した赤外線検出式
- 高応答性:8ms(63.2%応答時)
- 60℃~390℃の樹脂温度が計測可能
- 自由度の高いセンサ取付位置を実現したフラッシュマウント形状
製品の詳細情報につきましては、下記リンクより資料をダウンロードいただき、ご確認ください
資料ダウンロード