射出成形のヒケとは|主な発生原因と対策、検査方法を解説
射出成形は、プラスチック製品の大量生産を可能にする代表的な加工方法です。しかし、製品の表面に発生する「ヒケ」は、外観の悪化や強度不足、品質不良の原因となり、製造現場における重要な課題の一つです。ヒケの発生を放置するとクレームや不良率の増加、生産コストの上昇につながる可能性があります。
本記事では、射出成形におけるヒケの発生メカニズムから主な発生原因と対策、検査方法まで、実務に役立つ情報を網羅的に解説します。
目次
射出成形における「ヒケ」とは
ヒケとは、成形品の表面に生じる凹みやくぼみの総称です。ここでは、ヒケの定義と発生メカニズム、発生しやすい箇所や形状について解説します。
ヒケの定義と発生メカニズム
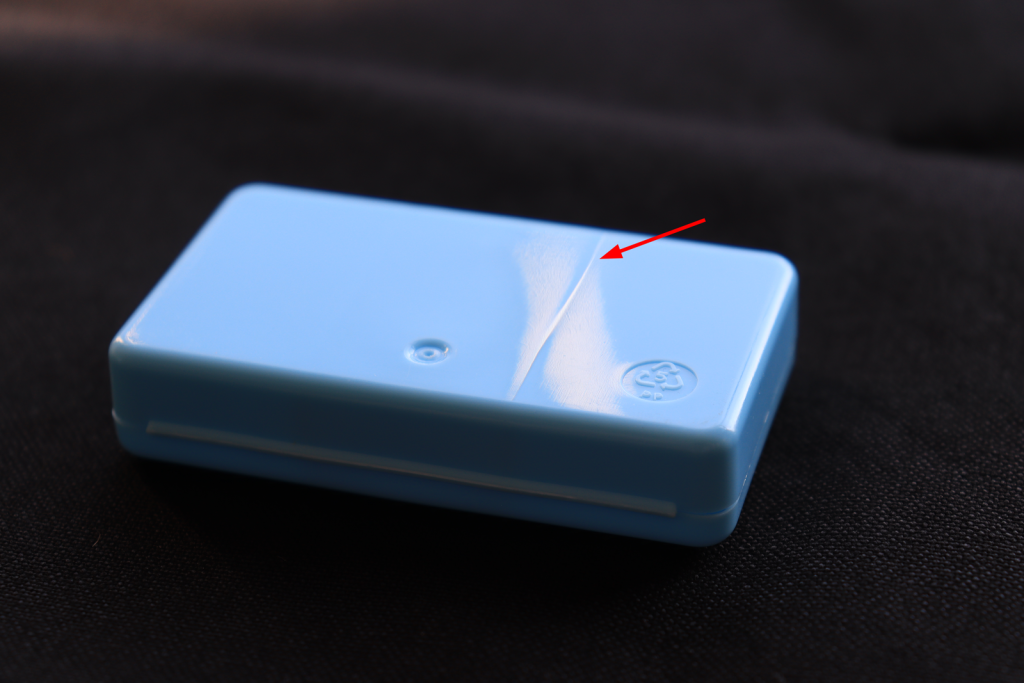
ヒケ(sink mark)は、射出成形品の表面に現れる浅い凹み(くぼみ)です。樹脂の冷却や収縮が不均一に進行すると、ヒケが発生しやすくなります。溶融樹脂が金型内に充填されると、表面は金型に接しているため比較的早く冷却・固化しますが、内部は高温状態が保持され、後から収縮が進行します。その結果、内部の収縮によって表面が引き込まれて凹むのが、ヒケが生じるメカニズムです。
この現象は、内部に空隙(ボイド)が形成される場合とも密接に関連しており、樹脂の収縮を補うための材料供給が不十分な場合に起こります。ヒケやボイドは外観不良だけでなく、強度の低下や寸法精度の悪化にもつながるため、品質管理の観点から解決すべき重要な課題です。
ヒケが発生しやすい箇所や形状
ヒケは、特に以下のような箇所や形状で発生しやすくなります。
厚肉部
厚みのある部分では冷却が遅れ、内部の収縮量も増えるため、表面に凹みが生じやすくなります。材料や条件によって異なりますが、多くの樹脂の適切な肉厚は0.5〜5mm程度です。
リブやボスの裏側
補強リブやねじ穴を設けたボスは、局所的に肉厚が増すためヒケが目立ちやすい典型的な箇所です。材料や条件によって異なりますが、補強リブの厚さは外壁厚の50〜60%程度に抑えます。リブ底部には抜けや離型性を確保するため、約0.5〜5°程度(一般的には1〜1.5°)の抜き勾配を設けることが推奨されます。また、ボスの厚みは外壁厚の60%以下とし、底部には応力集中やヒケ防止のために外壁厚の25%程度のフィレット(R)を設けることが推奨されます。
肉厚差が大きい部分
隣接する部位で肉厚の差が大きいと、冷却・収縮のバランスが崩れ、厚肉側にヒケが現れやすくなります。急激な肉厚変化は避け、段差は滑らかに遷移させると効果的です。
ヒケ以外の主要な射出成形不良
成形不良はヒケ以外にも多くあり、それらが同時に発生することも少なくありません。ヒケ対策を講じる場合は、総合的な不良対策を念頭に置くことが不可欠です。以下に代表的な不良を紹介します。
ボイド
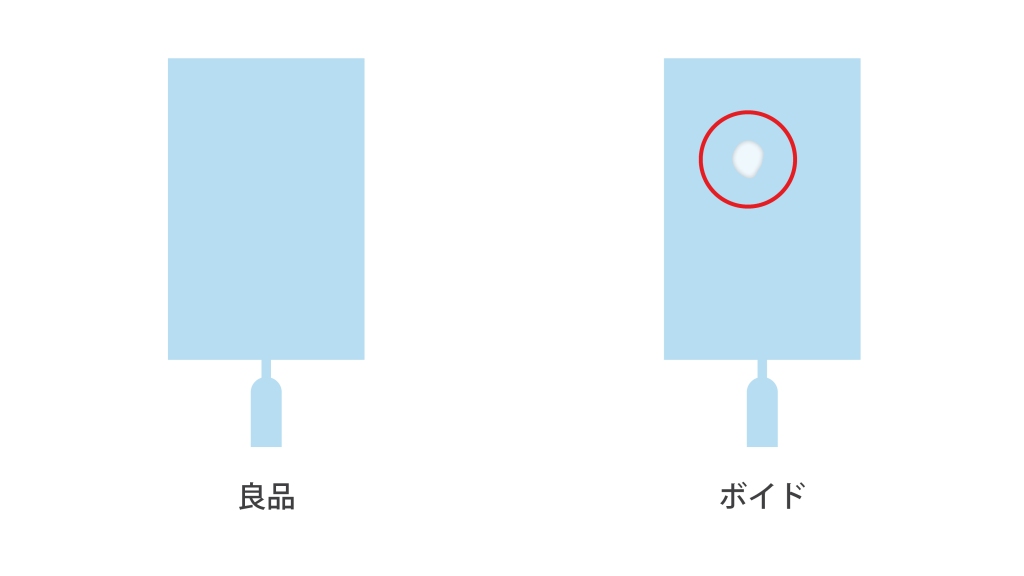
- 現象:肉厚部に発生する成形品内部の空洞
- 原因:表面の固化が早い(収縮が追いつかない)、内部に混入したガスや水分の膨張、金型冷却水路の詰まりによる部分冷却不足
- 対策:金型・樹脂温度の調整、保圧・保圧時間の増加、樹脂乾燥の徹底、金型冷却系の定期点検(冷却水路の清掃やエアーパージなど)
バリ
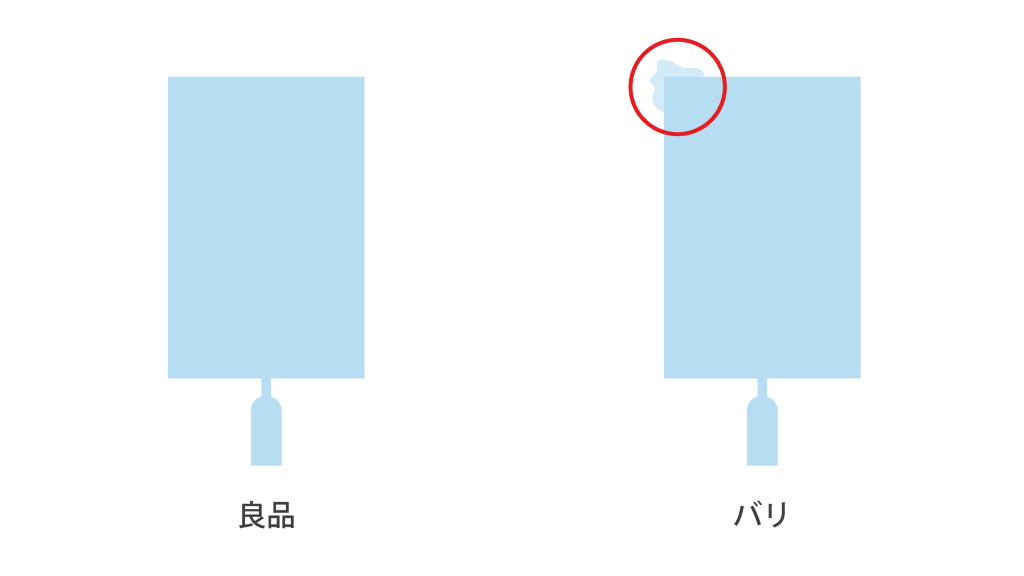
- 現象:金型合わせ面やエジェクタピン周辺に発生する薄い樹脂片
- 原因:型締め力不足、過充填、金型精度の低下
- 対策:型締め力の適正化、射出・保圧の調整、金型部品の摩耗点検やメンテナンス
→ 【関連記事】射出成形のバリとは|発生原因や効果的な対策を解説
ウェルドライン
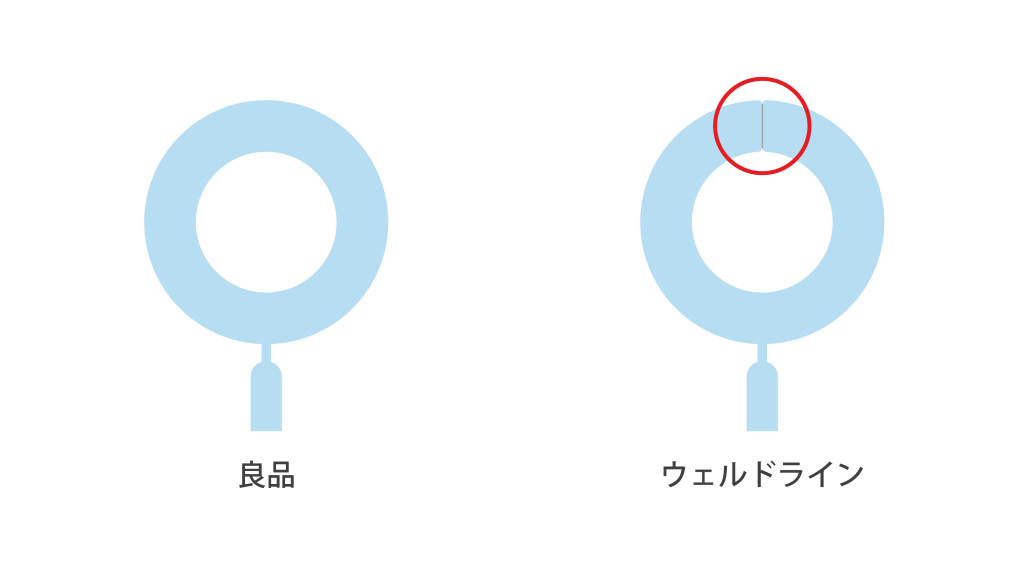
- 現象:樹脂流の合流部に発生する線状の跡
- 原因:樹脂温度・金型温度の低下、流路設計やゲート配置が不適切
- 対策:射出速度・圧力の調整、流路形状・冷却設計・エアベントの最適化
→ 【関連記事】射出成形のウェルドラインを防止するには|発生要因と対策
ソリ
- 現象:成形品の冷却後に発生するそり返りや歪み
- 原因:冷却ムラ、肉厚不均一、応力分布の偏り、離型応力の発生
- 対策:金型冷却バランスの均一化、金型温度と冷却時間の最適化、材料選定と流動配向設計
→ 【関連記事】射出成形のソリをなくすには?発生原因と実践的な対策を解説
ショートショット
- 現象:成形品の一部欠損や充填不良
- 原因:樹脂温度・金型温度・射出速度・圧力の不足、ゲート・ランナ径の不適切、ガス抜け不良、スクリュ逆流
- 対策:射出・保圧パラメータの最適化、ゲート・ランナ径の拡大、ガスベント追加、逆止リングの点検
→ 【関連記事】射出成形のショートショットとは?最適ソリューションを解説
フローマーク
- 現象:表面に発生する年輪状や波模様の跡
- 原因:細く遅い樹脂流動、冷却による流動停止や蛇行、金型冷却水路の詰まりによる局所冷却不足
- 対策:樹脂・金型温度および射出速度・圧力の調整、ゲート設計の見直し、流動解析の活用、冷却システム(特に水路詰まりの有無)の定期点検
射出成形におけるヒケの主な発生原因と対策
ヒケは、複数の要因が絡み合って発生します。主に「成形条件」、「金型設計」、「製品設計」、「材料特性」の4つの観点から、代表的な原因とその対策をまとめます。
成形条件起因のヒケと対策
保圧・保圧時間・クッション量
保圧や保圧時間、クッション量(残留樹脂量)が適切でない場合、樹脂の体積収縮分を十分に補うことができず、ヒケが発生しやすくなります。
対策:保圧値や保圧時間の適切な設定、クッション量の調整による充填不足の防止
金型温度・加熱筒温度
金型温度や加熱筒温度が低すぎると、樹脂表面が先に固化してしまい、内部収縮分の補填ができなくなります。また、樹脂温度が低い場合は流動性が低下し、充填不足が起きやすくなります。
対策:金型温度および加熱筒温度の適切な管理と冷却バランスの最適化
射出速度・射出圧力
射出速度や射出圧力が不足すると、樹脂の流動性が不十分となり、金型内への充填が不十分となるためヒケが発生しやすくなります。
対策:射出速度および射出圧力の適切な設定による充填性の向上
→ 【関連記事】射出成形条件の設定項目・不良発生時の対策・条件出しの手順
金型設計起因のヒケと対策
ランナ・ゲートサイズ
ランナやゲートの断面積が不足している場合や、配置が不適切な場合には、樹脂の流動が阻害され、充填不足によるヒケが発生しやすくなります。
対策:ランナ・ゲートの断面積や配置を適切に設計し、樹脂の流動性を高める
冷却水路の配置
金型内部の冷却水路が不足している、あるいは冷却が不均一な場合は、局所的な温度差が生じ、特定部位にヒケが発生しやすくなります。
製品設計起因のヒケと対策
肉厚の均一性
製品設計において肉厚が不均一な場合、厚肉部で冷却遅延や体積収縮が起こりやすくなります。
対策:肉厚のバラツキをなくす、厚みが必要な部分にはリブ等で補強、中空構造や段差部のなだらかな遷移の検討
リブ・ボスの設計
リブやボスの裏側など、局所的に肉厚が増える部分はヒケ発生リスクが高くなります。
対策:材料や条件によって異なりますが、リブの厚みを外壁厚の50~60%、ボスの厚みを外壁厚の60%以下、底部にテーパやフィレット(R)を設けるなどの設計を工夫
材料特性起因のヒケと対策
材料の収縮率・流動性
収縮率が高い樹脂(PPやPAなど)はヒケが出やすい傾向があります。また、流動性が低い材料も金型内の隅々まで樹脂が届きにくく、ヒケの発生リスクが高まります。
対策:収縮率の低い材料の選定、またはガラス繊維や無機フィラーなどの充填剤を添加した材料の使用
射出成形のヒケに対する予防策や追加工
射出成形では、ヒケを完全に無くすことは難しいものの、発生リスクの低減や目立たなくする効果的な対策が存在します。設計、成形、後加工の各段階において以下の方法が有効です。
流動解析(CAE活用)
金型製作前の設計段階で、3Dデータをもとに樹脂の流動や冷却挙動をシミュレーションできます。CAE解析の主なメリットは以下のとおりです。
- ヒケやボイドの発生部位の可視化
- ゲート位置や冷却設計の最適化
- 樹脂圧力・温度分布の把握
流動解析により金型完成前の設計段階に不良リスクを発見し、試作回数やコストを削減できます。
表面加工(シボ加工など)
金型表面に皮革模様・梨地・幾何学パターンなどを施すシボ加工により、ヒケやウェルドラインなどの外観不良を目立たなくできます。さらに、傷隠しや滑り止め、塗装不要による環境配慮面でも有効です。
切削・研磨加工
射出成形後にヒケ部を部分的に切削や研磨することで外観品質を修復します。ただし、寸法精度や強度補正には限界があり、平滑化や光沢改善を目的とした高付加価値品向けの対策となります。
ガスアシスト成形(ガスインジェクション成形)
ガスアシスト成形(ガスインジェクション成形)は、通常の保圧工程に代えて窒素などのガスを注入し、内部から圧力をかける方式です。ヒケ・ソリ・バリを抑制し、寸法精度の向上にも効果があります。
カウンタープレッシャー成形(GCP成形/SCP法)
カウンタープレッシャー成形はガスアシスト成形の派生技術で、発泡成形に用いられます。金型内を窒素や炭酸ガスなどであらかじめ加圧し、樹脂射出後に瞬間的に脱圧して発泡を誘発します。ヒケ・ソリを抑制しつつ、表面のスワールマークを低減し、意匠面の光沢や平滑性も維持することが可能です。
超臨界発泡成形(スーパーフォーム成形)
超臨界発泡成形は、微細な気泡を内部に形成し均一な内圧を生む成形方法です。ヒケや反りを防ぎつつ樹脂の軽量化にも寄与します 。
ヒート&クール成形(温冷成形/Variotherm/RHCM)
ヒート&クール成形は、成形サイクル中に金型の加熱と冷却を繰り返す技術です。ウェルドラインやフローマーク、ヒケを抑制し、高光沢や高転写性を得られる方法として注目されています。
ヒケの検査方法
成形品のヒケは、目視検査から高度な非破壊検査、三次元測定までさまざまな方法で検出・評価が可能です。目的や精度、現場環境に応じて以下の手法を使い分けましょう。
目視検査
成形品のリブ周辺や肉厚部など、ヒケが発生しやすい箇所を直接目で確認する手法です。コストが低く現場で広く使用されますが、微細なヒケには有効性が限定されます。
強光照射検査
斜めから強い光を当て凹凸を強調して観察する方法です。ヒケが影や反射によって浮かび上がるため、肉眼では見つけにくい微細なヒケも発見しやすくなり、目視による見落としの防止につながります。
画像処理検査
カメラと画像解析ソフトで表面の凹凸を定量的に評価します。量産ラインでの自動検査や、透明材・微細なヒケの検出にも適しており、非接触・高速評価が可能です。
赤外線温度検査
金型に赤外線温度センサを設け、冷却過程での表面温度の変化を継続的に計測します。温度変曲点をとらえることでヒケの発生を予測できます。
ハイトゲージ、ダイヤルゲージ測定
局所的に高さを測定して凹みの有無を定量的に評価します。現場での簡易チェックに用いられます。
三次元測定機(CMM)
接触式・非接触式による高精度の測定機。成形品とCADデータの差異評価、ヒケ量の定量評価や記録保存に用いられます。また、光学式3Dスキャナ(3Dデジタイザ)を使用すると広い範囲を高速に計測でき、微細なヒケにも効果的です。
自動外観検査装置
高感度カメラ式自動検査装置を用いることで、光沢部品のヒケやウェルドラインをチェックできます。光沢反射の影響を排除できるため、微細形状の検出に優れています。
双葉電子工業の金型内計測システム
ヒケなどの成形不良対策でお悩みなら、双葉電子工業の「MOLD MARSHALLING SYSTEM(MMS)」の導入をおすすめします。
MMSは、金型内に設置したセンサで樹脂の圧力や温度や金型表面の温度などをリアルタイムで計測し、波形として表示します。良品成形時の波形を基準に異常が発生した場合には自動でアラームを発報したり成形機を停止することができます。ヒケが発生しやすい条件や成形サイクルもデータで可視化でき、また不良監視できるため、現場での迅速な改善に役立ちます。

複数の金型内の樹脂圧力情報を一括管理するには「MMS Cloud」がおすすめです。
MMS Cloudは、PCを常設せずに複数の金型の樹脂圧力データを一括管理でき、樹脂圧力データはクラウド上に蓄積されるため、複数台の品質情報の確認やトレーサビリティ管理が可能です。成形不良に対するデータドリブンな改善施策が実装でき、品質の安定化と歩留まりの向上が期待できます。

射出成形におけるヒケの発生を防ごう
ヒケは、射出成形における代表的な成形不良のひとつです。発生メカニズムを理解し、設計・金型・成形条件・材料・検査の各段階で的確に対策することで、十分な低減や品質向上が期待できます。
金型内計測システムの導入をご検討の場合は、ぜひ双葉電子工業にお問い合わせください。成形不良を未然に防止し、早期検出による高品質・高効率な生産現場の実現をサポートいたします。
MOLD MARSHALLING SYSTEMの総合カタログはこちら
総合カタログはもちろん、すぐに使える取扱説明書、計測ソフトウェア、設計に役立つCADデータも無料でダウンロードいただけます。
フォーム送信後、ダウンロードページへ自動遷移します。