金型表面温度計測システム
導入メリット
捨てショット数の削減
成形開始から金型温度が安定するまでの状態をデータで裏付けることで、捨てショットを最小限に抑えることができ、無駄な樹脂の削減を通じて環境負荷の低減にもつながります。
例えば、従来は「成形開始後30ショットは捨てる」とされている現場でも、実際の計測データにより15ショットで金型温度が十分に安定していることが確認できれば、捨てショットを削減することが可能です。
これにより、サイクルタイムの短縮による生産性の向上や材料コストおよび廃棄コストの削減、さらに金型温度の安定状態を常時監視することで成形品の品質ばらつきを抑制する効果などが期待できます。
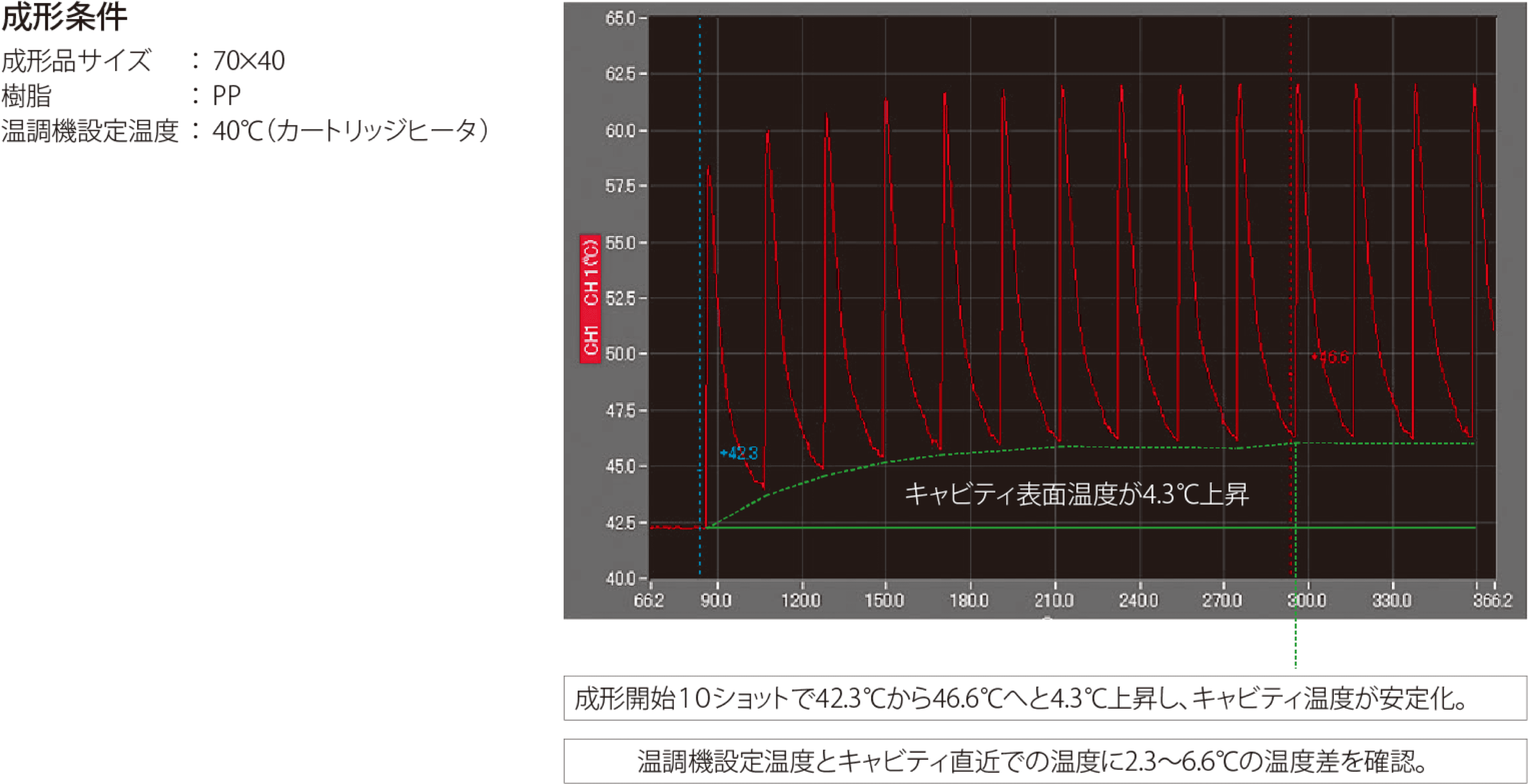
成形条件
成形品サイズ : 70×40
樹脂 : PP
温調機設定温度 : 40°C(カートリッジヒータ)計測波形から読みとれること
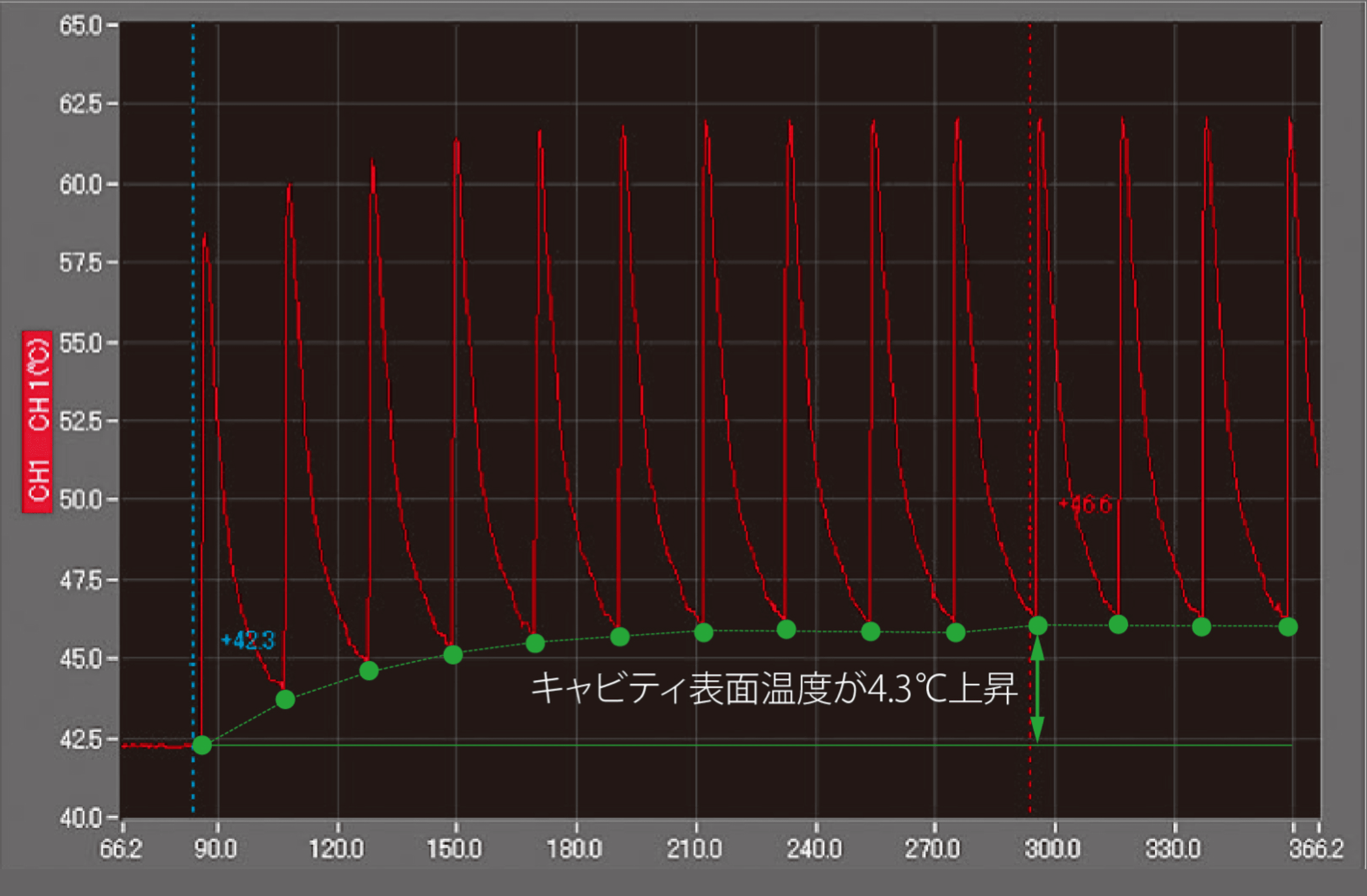
- ・ 樹脂到達前のキャビティ表面温度は、開始10ショットで42.3°Cから46.6°Cへと4.3°C上昇
- ・ 温調機設定温度と金型表面温度センサの計測温度で2.3~6.6°Cの温度差を確認
特徴
金型表面温度センサで計測した金型温度を市販の計測機器やデータロガーなど用いて波形としてリアルタイムに表示することが可能です。樹脂を固化させるための最適な温度設定や、成形開始時の捨てショットの削減、金型温調の評価、多数個取り金型を使用した成形時のキャビティごとの温度分布の確認など成形品の品質向上や生産性の向上に活用することができます。
また、金型表面温度センサを射出成形監視システム「MVS08」と接続することで、金型温度に加え、樹脂圧力、樹脂温度温度、型開きも同時に計測することが可能です。
金型表面温度の計測波形
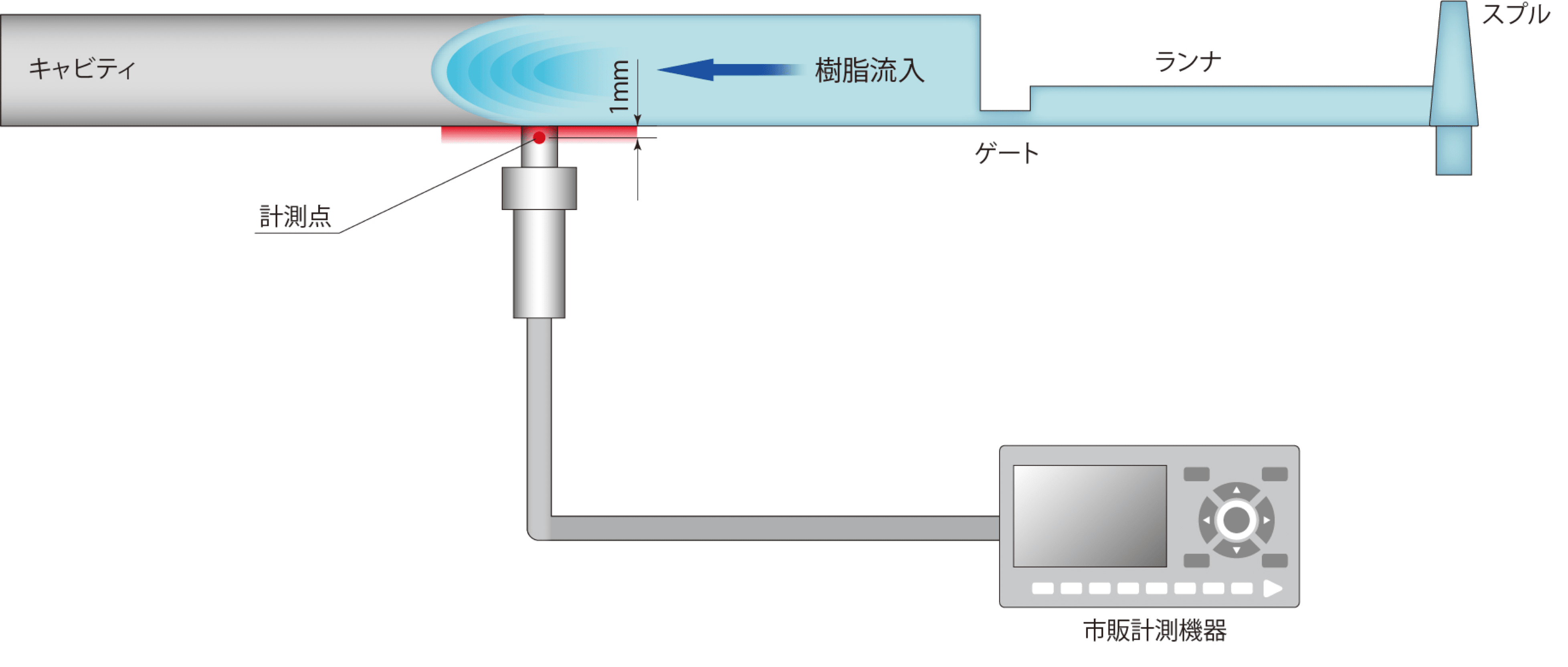
計測原理
金型表面温度センサは、先端から1mm 以内の位置に温度検出用の接点を備えています。金型表面温度センサは、キャビティ表面と面一の状態で設置し、キャビティ表面から1mm金型内部に入った部分の温度を計測します。
センサの種類
金型表面温度センサ
STF- 射出成形金型用として、220℃の金型温度と150MPaの樹脂圧力に耐える堅牢設計
- K熱電対を採用しているため、汎用的な温度計測機器・データロガーで計測でき、低コストで導入可能
- 最小先端径Φ1で小形成形品にも対応
金型表面温度センサ用変換ケーブル
- K熱電対専用コネクタを採用しているので、着脱による計測精度への影響がありません
- 金型に組込まれるセンサとコネクタの部分で分離できるので、変換ケーブルを繰返し使用することができます
製品の詳細情報につきましては、下記リンクより資料をダウンロードいただき、ご確認ください
資料ダウンロード